Tipi di report e rispettivi report
Per ciascun tipo di report esiste precisamente un file Design di report. I report creati da un file possono tuttavia risultare diversi per via di raggruppamenti differenti.
Per via delle molte varianti viene qui raffigurata ogni volta una sola variante.
Alcuni tipi di report presentano più diagrammi differenti in un report.
|
Tipo di report | Report |
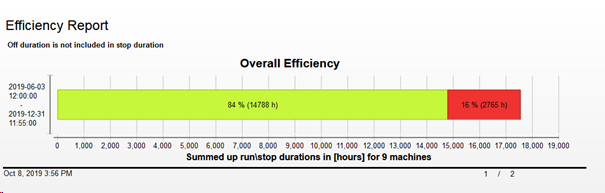
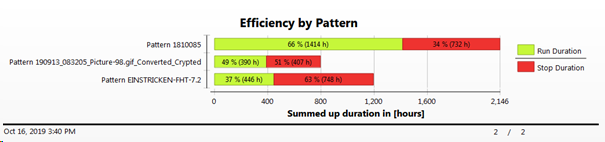
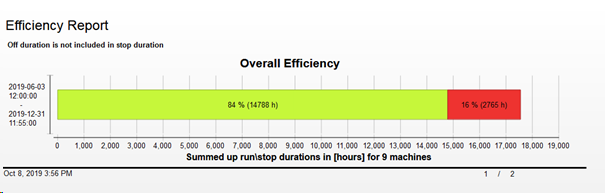
Report di efficienza |
La prima pagina mostra un riepilogo per tutti gli elementi del raggruppamento selezionato, ad es. quindi per tutti i disegni.
Le pagine seguenti elencano tutti gli elementi del raggruppamento. |
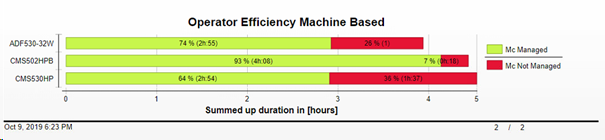
Report di efficienza utente | Il report di efficienza utente può essere selezionato come raggruppamento speciale nel modello del report di efficienza (due varianti).
La prima pagina mostra un riepilogo per tutti gli elementi del raggruppamento selezionato.
Le pagine seguenti elencano tutti gli elementi del raggruppamento. |
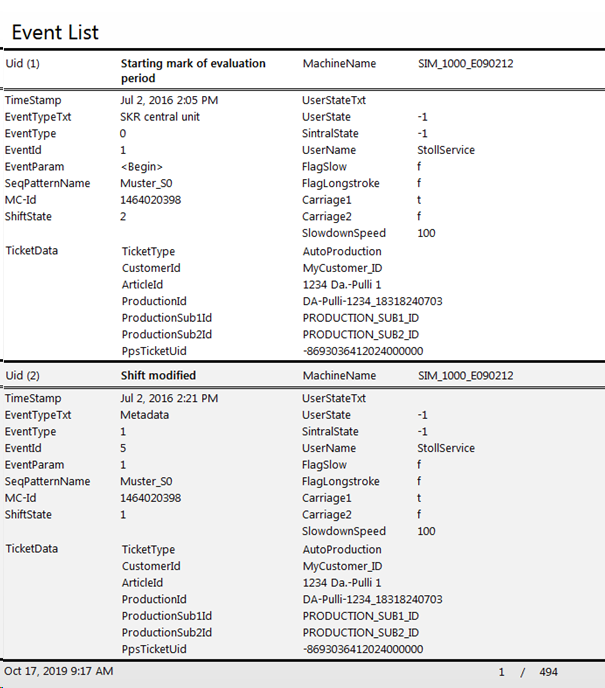
Elenco di eventi |
Questo report elenca tutti gli eventi enumerati in tabella. Suggerimento:
|
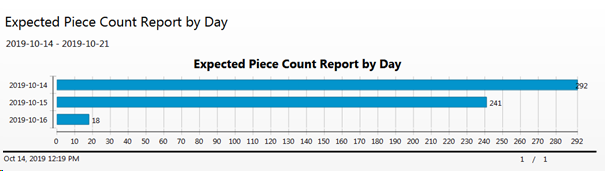
Numeri di pezzi previsti |
Questo report indica i numeri di pezzi previsti della produzione per tutti gli elementi del raggruppamento impostato (qui giorni). I numeri di pezzi visualizzati dipendono dai parametri filtro impostati. |
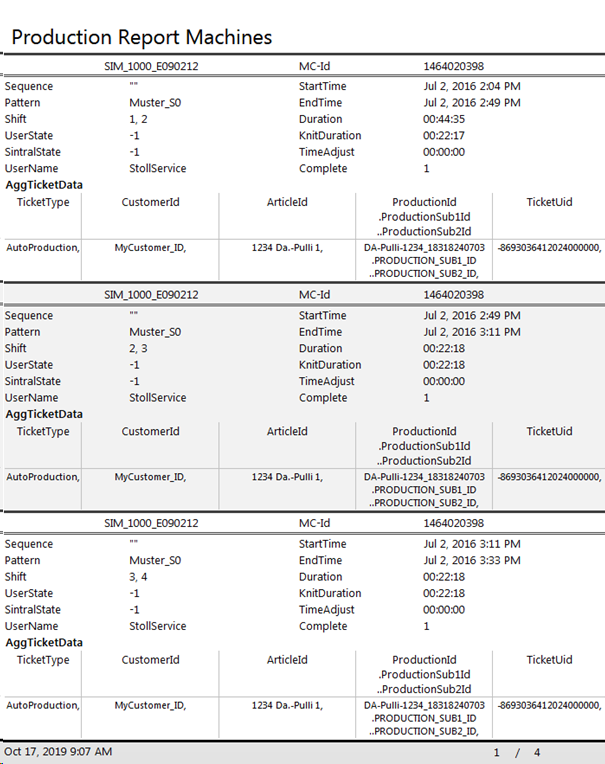
Statistica della produzione macchine |
Questo report elenca in formato tabellare i dati di produzione di tutte le macchina. Suggerimento:
|
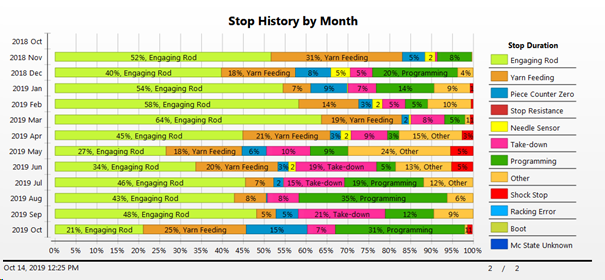
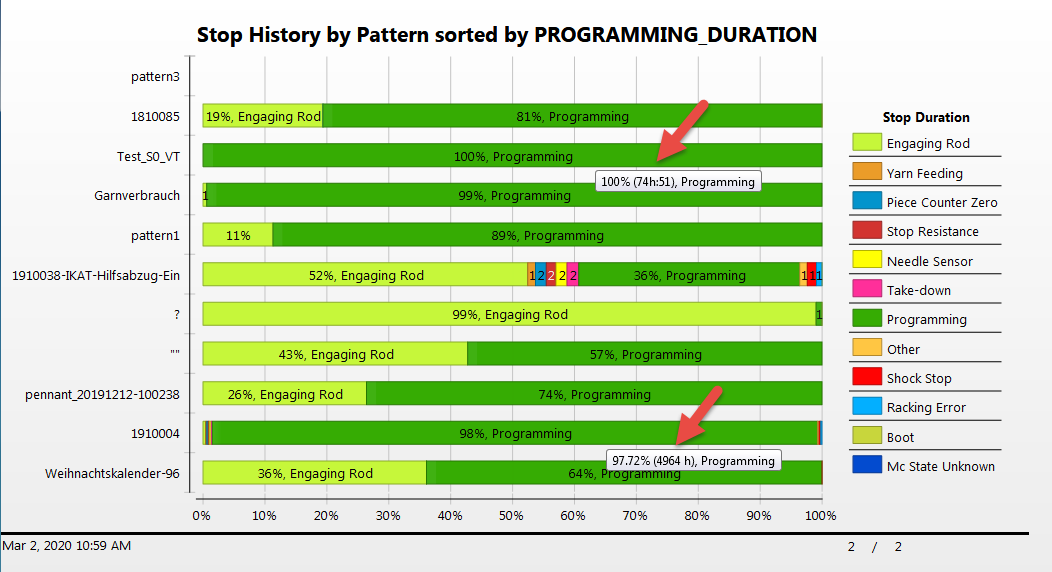
Cronologia degli arresti |
Questo report indica i tempi di arresto per tutti gli elementi del raggruppamento impostato (qui giorni) rispetto alla riga raggruppata in %. Il risultato di tutti i tempi di arresto di una serie di barre corrisponde al 100 %. Per tutte le righe è possibile ordinare in base a un determinato tempo di arresto, ad es. quando si desidera sapere dove hanno avuto luogo le perdite di tempo maggiori durante l'arresto del tirapezza. Con il filtro di ordinamento è possibile ordinare per tempo relativo (TAKE_DOWN_PC) o tempo assoluto (TAKE_DOWN_DURATION). Nella grafica, la classificazione per la lavorazione del disegno è avvenuta in base all'arresto assoluto. Il tempo assoluto nella finestra di output in alto è inferiore al tempo in basso, sebbene la barra in alto sia più lunga. |
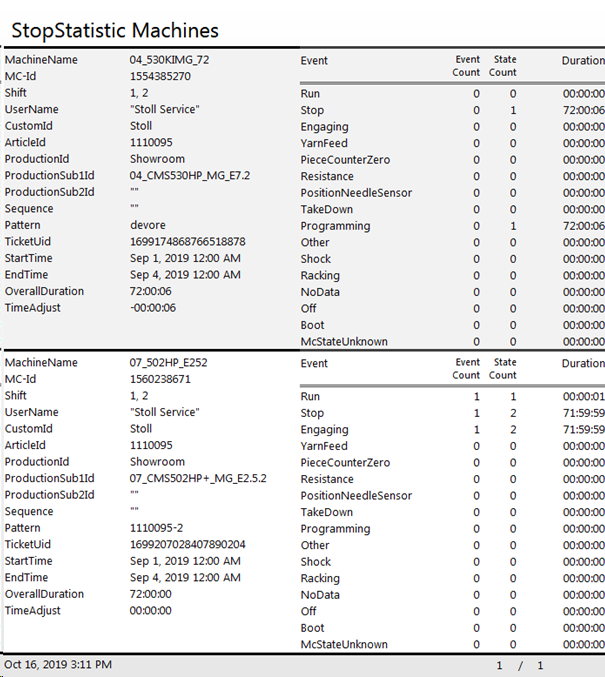
Statistica degli arresti macchine |
Questo report elenca in formato tabellare i tutti i tempi di arresto. Suggerimento:
|
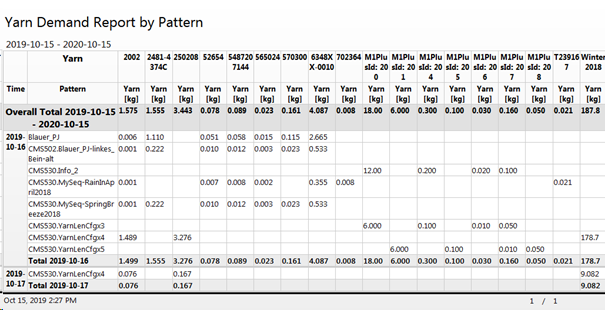
Fabbisogno di filato |
Questo report elenca in formato tabellare tutti i filati presumibilmente necessari. Vengono inoltre documentati i totali per tutti gli elementi di raggruppamento, nonché il totale complessivo. Le quantità di filato risultano dai programmi di lavorazione degli ordini, dalla pianificazione della produzione e dall'andamento previsto della produzione. È possibile calcolare la quantità di filato che deve essere alimentata alla produzione negli intervalli di tempo e la quantità di filato che deve essere complessivamente tenuta a portata di mano. |