Arbeiten mit Abzugsteil-Gruppenkorrekturen NPGK
Schritt 1: Mustererstellung auf der M1plus
Der Programmierer erstellt auf der M1plus entsprechend dem Muster das Maschinenprogramm (zip-File) mit den Maschenlängen-Gruppen. (Empfohlen)
|
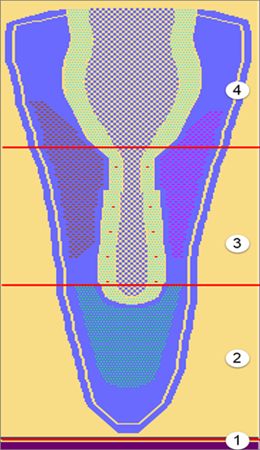
Musterbeispiel für die Maschenlängen-Gruppen | Bereiche | |
| 5 | NPGK5 |
Für den Bindefaden: NP30 + NP31 | ||
4 | NPGK4 | |
Für den Bereich Ferse: NP13 – NP16 | ||
3 | NPGK3 | |
Für den Schaft: NP9 – NP12 | ||
2 | NPGK2 | |
Für die Spitze: NP5 – NP8 | ||
1 | NPGK1 | |
Alle Abzugsteil-Positionen von Anfang bis Netzreihe: NP1, NP18 - 24 | ||
|
| |
 : nicht sichtbar im Muster
: nicht sichtbar im Muster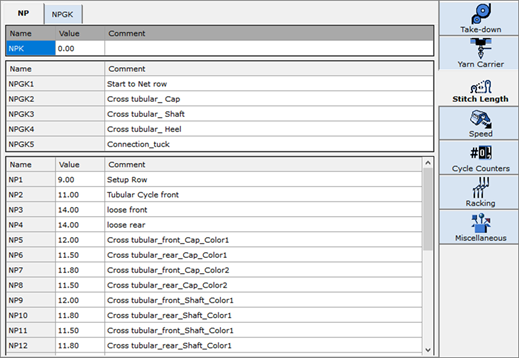
2. Schritt: Muster an der Maschine einrichten
Der Einrichter liest das Programm (zip-File) an der Maschine ein und beginnt das Muster einzurichten. Hierbei passt er die Maschinenparameter wie Warenabzug und Maschenlängen (NP-Werte) u.s.w. entsprechend der gewünschten Qualität im Setup-Editor an.
Zwei Möglichkeiten im Setup-Editor Änderungen vorzunehmen:
- Registerkarte NP
- Eingabe eines Korrekturwerts (NPK) für alle verwendeten NP-Werte
- Eingabe eines neuen NP-Wertes in der Spalte
|
| ||
Tabelle 1 | ||
NPK | Abzugsteil-Korrektur für alle im Programm verwendeten Maschenlängen (NP) | |
Wert | Eingabe der gewünschten Korrektur | Min. Wert: -2 |
Kommentar | Beschreibung zum NPK-Wert | |
| ||
Tabelle 2 | ||
NPGK | Liste aller im Programm vorhandenen NP-Gruppen (NPGKn) | n = 1 - 25 |
MC-NPGK… | Maschinenspezifische NP-Gruppenkorrekturwerte
| Minimaler Wert: -2 Dongle-Daten |
| ||
Tabelle 3 | ||
NP | Liste aller verwendeten Maschenlängen (NPn) | n = 1-250 |
Wert… | Eingabe des gewünschten Maschenlängen-Wertes | Wertebereich ist feinheitsabhängig |
MC-NPK… | Maschinenspezifische NP-Korrekturwerte
Durch Klick in Tabellenkopf MC-NPK… können alle Einträge auf einen Wert oder =0 (Null) gesetzt werden. | Minimaler Wert: -2 Dongle-Daten |
 Nur auf der Maschine!
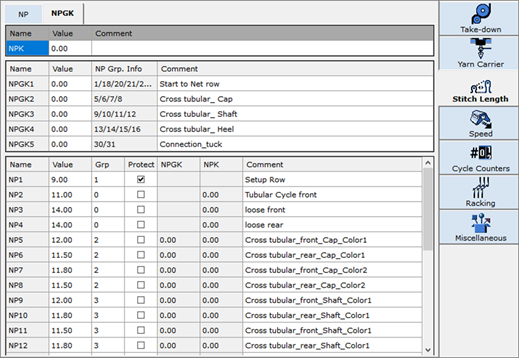
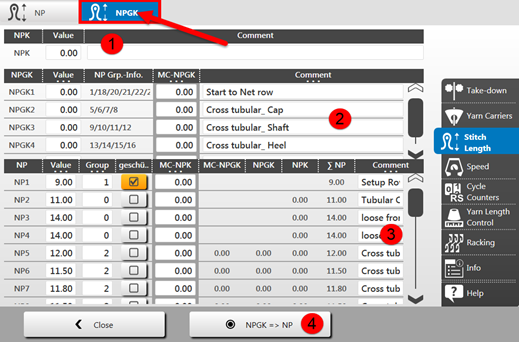
Nur auf der Maschine!- Registerkarte NPGK
- Eingabe eines Korrekturwerts (NPK) für alle verwendeten NP-Werte in Tabelle (1)
- Eingabe eines neuen NPGK-Wertes in der Spalte
|
| |||
Tabelle 1 | |||
| |||
| |||
Tabelle 2 | |||
NPGK | Liste aller im Programm vorhandenen NP-Gruppen (NPGKn) | n = 1 - 25 | |
Wert… | Eingabe des gewünschten Gruppenkorrektur-Wertes | Minimaler Wert: -2 | |
NP Grp.-Info | Anzeige der einer Gruppe zugehörige NP-Index | ||
MC-NPGK… |
| ||
| |||
Tabelle 3 | |||
NP | Name des NP-Index | ||
Wert… | Maschenlänge in NP-Werten | ||
Gruppe… | Angabe des NPGK-Index der zugeordneten Gruppe | ||
Protect |
| Eintrag wird nicht geschützt
| |
| Eintrag wird geschützt
| ||
MC-NPK… | Anzeige der aktuell wirkenden MC-Abzugsteil-Korrektur |
| |
NPGK | Anzeige der aktuell wirkenden Abzugsteil-Gruppenkorrektur | ||
NPK | Anzeige der aktuell wirkenden Abzugsteil-Korrektur für alle verwendeten Maschenlängen (NP) | ||
∑NP | Summe aus NP-Wert mit allen eingegebenen Korrekturwerten.
|
| |


Schritt 3: Produktion
Nachdem alle produktionsrelevanten Maschinenparameter vom  Senior Operator während dem Einrichten angepasst wurden und die gewünschte Qualität stimmt, soll anschließend die benötigte Stückzahl produziert werden.
Senior Operator während dem Einrichten angepasst wurden und die gewünschte Qualität stimmt, soll anschließend die benötigte Stückzahl produziert werden.
Empfehlung für den Produktionstart:
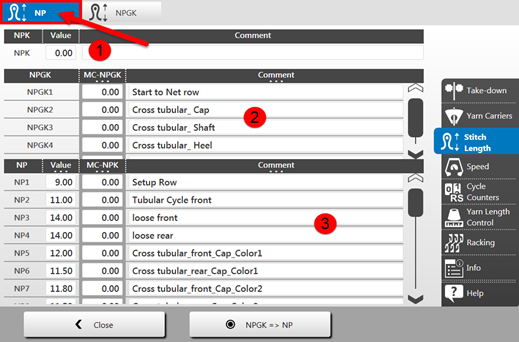
Übertragen Sie die in der Registerkarte NPGK eingegebenen NPGK-Korrekturwerte (Spalte in Tabelle 2) mit der Taste  auf die entsprechenden NP-Werte.
auf die entsprechenden NP-Werte.
(NP-Wert + NPGK-Wert = tatsächlicher NP-Wert)
Resultat:
- Der tatsächliche NP-Wert wird angezeigt.
- Für die Produktion gibt es keine separaten NP-Gruppenkorrekturen mehr, da die NPGK-Korrektur im NP-Wert enthalten ist.
Achtung!
Wurde im Programm zusätzlich mit maschinenspezifischen Korrekturen (MC-NPK) gearbeitet, so sind diese nicht in den NP-Werten enthalten.
Diese Information wird im Setup-Editor in der Registerkarte NPGK angezeigt und die Tabellenspalte ∑NP gibt Auskunft über Summe aller Werte, welche zum Stricken verwendet werden.