Корекция на нишководачите при ADF машини[Outdated translation - Switch to English or German]
Въвеждане и промяна на корекцията на нииководачите:
- Трябва да сте логнат в системата като старши оператор
 .
. - Плетачната програма е заредена.
- Производството е стартирано.
- 1
- От главната навигационна лента селектирайте
 Настройки Задание.
Настройки Задание. - 2
- Кликнете на
 Подготовка Машина от долната навигационна лента .
Подготовка Машина от долната навигационна лента . - 3
- Отворете Setup Редактора с бутона
 .
. - 4
- В прозореца изберете менюто
 Нишководачи .
Нишководачи . - 5
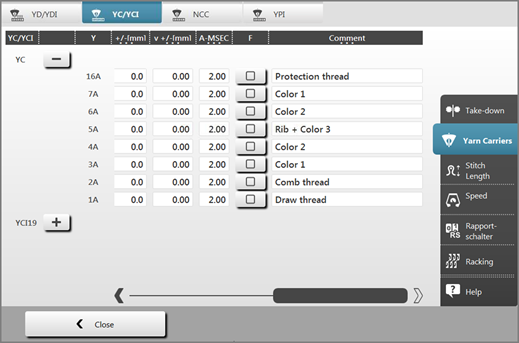
- Преминете на таблицата
 YC/YCI .
YC/YCI .
- YC корекциите, използвани в програмата с всички нишководачи и всички допълнителни корекции YCIn,ще бъдат показани.
- 6
- Направете корекции в YC таблицата или в една от YCIn таблиците.
- 7
- Ако е необходимо изполвайте бутоните
 или
или  .
.
|
Колона | Значение | |||
|---|---|---|---|---|
Name | YC / YCIn
| |||
Y | Показва autarkic нишководачите използвани в програмата | |||
Ka / Kb | Корекция ляво (a) / дясно (b) само за autarkic нишководач (не чупещ) | |||
K<I>a / K<I>b | Корекция ляво(a) / дясно (b) само за autarkic нишководач (чупещ) | |||
<> +/- [mm] | Хоризонтална корекция за вмъкващата позиция (плетяща позиция):
Позитивна стойност: Негативна стойност:
| Мин.ст-ст:- 100 Стъпка: 0.1 mm | ||
^v +/- [mm] | Вертикална корекция за вмъкващата позиция (плетяща позиция):
Позитивна стойност: Негативна стойност:
| Мин.ст-ст:- 2.0 Стъпка: 0.1 mm | ||
MSEC | Задаване на скорост за плетене,когато плете с конкретен нишководач | |||
V | Намалява скоростта на плетене за избрания нишководач.
| |||
| Корекция на нишководача във "висока позиция" | Мин.ст-ст:- 2.0 Стъпка: 0.1 mm | ||
| Корекция на нишководача в " ниска позиция" | |||
A-MSEC | Скорост на нишководача с независима система, autarkic нишководача се движи (няма плетене). | Мин.ст-ст:0.05 Стъпка: 0.05 | ||
F |
| Автоматичното проследяване е активно: Нишководача следва формата / броячите | ||
| Автоматичното проследяване не е активно: Нишководача не следва формата / броячите | |||
 : Внимание :
: Внимание :



- 8
- С бутона Затвори излизате от SETUP Редактора.
- Коригираните стойности се запазват в .setx, при запазване на програмата.
- 9
- Стартирайте машината с лоста за пускане.
- Промените ще бъдат приети и изпълнени при следващото използване на нишководача.