Плетене на детайли без използване на гребен[Outdated translation - Switch to English or German]
Работа в няколко SEN зони:
- Машини без гребен
- Машини с гребен: Гребенът и щипки/ножици са деактивирани
|
Sintral команда | |
|---|---|
|
Основна позиция на нишководачите: |
YG1: |
|
Полета на програмата |
F1: |
|
Програмен патрон |
PM: F1 xx: F1 xx: F1 xx: F1; |
|
Избрана иглена зона |
SEN1= |
Възможни са няколко SEN зони със съответно разстояние между тях за нишководачите:
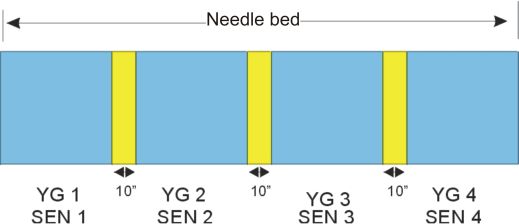
Разстоянието между отделните SEN зони зависи от броят нишководачи, които се използват за SEN зона.