Платир на ADF машини[Outdated translation - Switch to English or German]
Настройване на нишководачите
Изисква се коректна настройка по вертикала и хоризонтала на ADF нишководачите .
Промяна на спецификациите на платиниращия индекс (адрес):
С помощта на спецификациите в YPI менюто,е възможно да се "коригират" нишководачите по време на платиниране.
- Трябва да сте логнат в системата като старши оператор
 .
. - Плетачната програма е заредена.
- Производството е стартирано.
- 1
- От главната навигационна лента селектирайте
 Настройки Задание.
Настройки Задание. - 2
- Кликнете на
 Подготовка Машина от долната навигационна лента .
Подготовка Машина от долната навигационна лента . - 3
- Отворете Setup Редактора с бутона
 .
. - 4
- В прозореца изберете менюто
 Нишководачи .
Нишководачи . - 5
- Преминете на таблицата
 YC/YCI .
YC/YCI .
- Нишководачите използвани за платир в програмата са показани с техните YPIn адреси.
- 6
- Направете промени.
|
| Значение | Диапазон на стойностите |
|---|---|---|
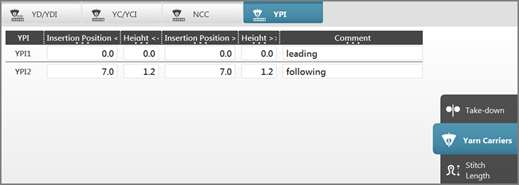
YPI | Листа с използваните YPIn адреси
|
|
Вмъкваща Позиция << | Хоризонтално изместване на позицията на подаване на преждата (x) при движение на шейната на ляво
| Мин.ст-ст: -100 mm |
Bисочина << | Вертикално изместване (y) при движение на шейната от дясно на ляво
| Мин.ст-ст: -2 mm |
Вмъкваща Позиция >> | Хоризонтално изместване на позицията на подаване (x) при движение от ляво на дясно |
|
Bисочина >> | Вертикално изместване (y) при движение от ляво на дясно |
|
 : Дефинирайте дистанцията между нишководачите ,позицията на вмъкване на преждата в иглите и ъгъла на вмъкване.
: Дефинирайте дистанцията между нишководачите ,позицията на вмъкване на преждата в иглите и ъгъла на вмъкване.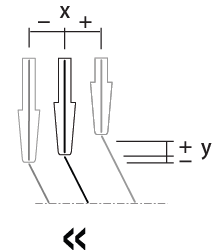
- 7
- С бутона
 Затвори излизате от SETUP Редактора.
Затвори излизате от SETUP Редактора.
- Коригираните стойности се запазват в .setx, при запазване на програмата.
- 8
- Стартирайте машината с лоста за пускане.
- Промените ще бъдат приети и изпълнени при следващото използване на нишководача.
II. Потъване на режещите игли от система щипки и ножици
- В случай на много тънка или гладка прежда може да промените потъването на режещата игла на устройството щипки и ножици.
- Ncc командата влияе на потъването на режещата игла
|
| Описание | Диапазон на стойностите |
|---|---|---|
Ncc=n | Контролира потъването на режещите игли n от устройство щипки и ножици. Стандартна настройка: n=0 | Мин. ст-ст: -25 |