Plattieren auf ADF-Maschinen
Justage der Fadenführer
Es wird vorausgesetzt, dass die ADF-Fadenführer vertikal und horizontal korrekt eingestellt sind.
Vorgaben in zugeordneten Plattier-Indizes ändern:
Mit Hilfe der Vorgaben im YPI -Menü können die Fadenführer beim Plattieren ‚korrigiert‘ werden.
- Sie sind als Senior Operator
 angemeldet.
angemeldet. - Das Strickprogramm ist geladen.
- Produktion ist gestartet.
- 1
- In der Hauptnavigationsleiste
 Auftrag einrichten auswählen.
Auftrag einrichten auswählen. - 2
- In der unteren Navigationsleiste auf
 Maschine vorbereiten umschalten.
Maschine vorbereiten umschalten. - 3
- Mit Taste
 den Setup-Editor öffnen.
den Setup-Editor öffnen. - 4
- Im Editor das Menü
 Fadenführer auswählen.
Fadenführer auswählen. - 5
- Umschalten auf Registerkarte
 YC/YCI.
YC/YCI.
- Die im Muster verwendeten Fadenführer zum Plattieren mit den verwendeten Plattier-Indizes YPIn werden angezeigt.
- 6
- Änderungen vornehmen.
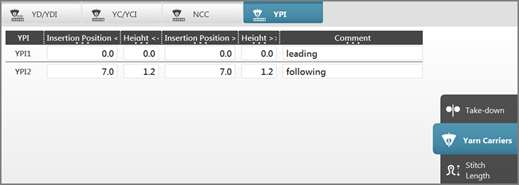
| Bedeutung | Wertebereich |
|---|---|---|
YPI | Liste mit den verwendeten Plattier-Indezes YPIn
|
|
Einlegeposition << | Waagrechte Verschiebung der Einlegeposition (x) in Schlittenrichtung von rechts nach links
| Minimaler Wert: -100 mm |
Höhe << | Verschiebung in der Höhe (y) in Schlittenrichtung von rechts nach links
| Minimaler Wert: -2 mm |
Einlegeposition >> | Waagrechte Verschiebung der Einlegeposition (x) in Schlittenrichtung von links nach rechts |
|
Höhe >> | Verschiebung in der Höhe (y) in Schlittenrichtung von links nach rechts |
|
 : Definiert den Abstand des Fadenführers zur normalen Einlegeposition des Fadens in die Nadeln und den Einlegewinkel.
: Definiert den Abstand des Fadenführers zur normalen Einlegeposition des Fadens in die Nadeln und den Einlegewinkel.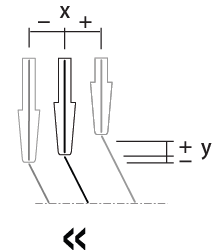
- 7
- Mit Taste
 Schließen den SETUP-Editor verlassen.
Schließen den SETUP-Editor verlassen.
- Geänderte Werte werden beim Speichern im .setx abgespeichert.
- 8
- Maschine mit der Einrückstange wieder starten.
- Die Änderungen werden bei der nächsten Fadenführerbenutzung ausgeführt.
II. Klemmtiefe der Klemmschneideeinrichtung
- Bei sehr feinen oder glatten Garnen kann es vorteilhaft sein, die Klemmtiefe der Klemm-/ Schneidenadel zu verändern.
- Durch den Befehl Ncc kann die Klemmtiefe beeinflusst werden.
|
| Erläuterung | Wertebereich |
|---|---|---|
Ncc=n | Steuerung der Klemmtiefe n der Klemmschneidenadeln. Standardeinstellung: n=0 | Min. Wert: -25 |