Modificación de la anchura de hendidura y de la profundidad de prensado[Outdated translation - Switch to English or German]
Diferente anchura de hendidura de los carros de guiahilos:
|
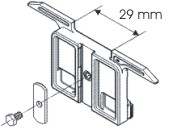
Anchura de hendidura guiahilos común |
|---|
|
|
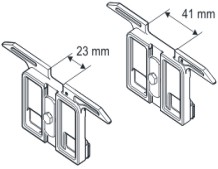
Anchuras de hendidura de los guiahilos de vanisado | ||
|---|---|---|
|
|
|

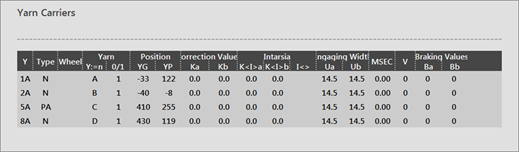
Las diferentes anchuras de hendidura de los carros de guiahilos están determinados por el valor Ua/b . De esta forma la correcta posición de parada puede ser calculada por la máquina.
|
Columna | Significado | |
|---|---|---|
Y | Indicación de los guiahilos | |
Tipo | Definición del tipo de guiahilos:
| |
Hilo | Y: = n | Indicación del tipo de hilo |
0/1 | El tipo de hilado activado / desactivado | |
Posición | YG | Posición inicial del guiahilos con la aguja xx |
YP | Posición actual del guiahilos con la aguja xx
| |
Anchura de hendidura | Ua | Valor de acción a la izquierda al vanisar con dos guiahilos |
Ub | Valor de acción a la derecha al vanisar con dos guiahilos | |
 : Cambia durante el tisaje.
: Cambia durante el tisaje.
Modificar la anchura de hendidura:
- Usted está conectado como Senior Operator
 .
. - El programa de tisaje está cargado.
- La producción está iniciada.
- 1
- En la barra de navegación inferior
 conmutar a Preparar máquina.
conmutar a Preparar máquina. - 2
- Con el botón
 abrir el editor de Setup.
abrir el editor de Setup. - 3
- En el editor seleccionar el menú
 Guiahilos.
Guiahilos. - 4
- Conmutar a la pestaña
 Ua-b/NCC.
Ua-b/NCC.
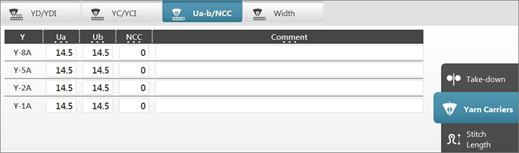
- 5
- Entrar los valores deseados en los campos Ua / Ub.
Anchura de hendidura recomendada de acuerdo con la galga de la máquina:
|
Galga | precedente | siguiendo |
|---|---|---|
E 5 E2,5.2 E 3,5.2 | 23 mm Ua: 11,5 Ub: 11,5 | 41 mm Ua: 20,5 Ub: 20,5 |
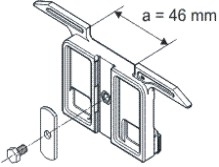
E 7-18 E 7.2- 9.2 | 29 mm Ua: 14,5 Ub: 14,5 | 46 mm Ua: 23,0 Ub: 23,0 |
II. Profundidad de prensado del dispositivo de pinzado y de corte
- En el caso de hilos muy finos o lisos puede ser ventajoso modificar la profundidad de prensado de la aguja de pinzado y de corte.
- El comando NCC Influye en la profundidad de prensado.
|
| Explicación | Rango de valores |
|---|---|---|
NCC=n | Control de la profundidad de prensado n de las agujas de pinzado y de corte. Ajuste estándar: n=0 | Valor mín.: -25 |