Adattatore per uscite e ingressi commutabili
|
Finora | Adattatore per uscite commutabili (ID 253 291) Sono disponibili due uscite relè a potenziale zero che consentono l'inserimento e il disinserimento di dispositivi esterni (max. 24 V/0,5 A). OUT 1 |
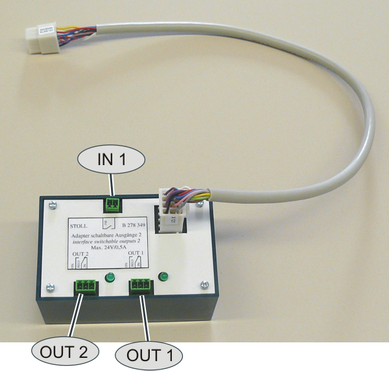
Nuovo | Adattatore per uscite e ingressi commutabili 2 (ID 278 349) 2 uscite e 1 ingresso OUT 1 |
Esempio di utilizzo dell'ingresso "IN1"
L'intento è quello di monitorare la formazioni di nodi per un filato speciale. Per il controllo del filato si ricorre a un sensore per nodi esterno supplementare.
Si verifica, ad esempio, un nodo durante un cambio della rocca. Il nodo compromette la qualità, il telo è inutilizzabile. Il telo non deve essere lavorato fino in fondo e deve essere iniziato ancora una volta automaticamente.
Per consentire alla macchina di terminare il telo difettoso e iniziare un nuovo telo, avvaletevi del nuovo adattatore e aggiornate il programma di lavorazione.
- Viene localizzato il nodo
- Il nodo viene immagliato
Specificare nel programma di lavorazione il numero di ranghi di lavoro. - Il telo viene annullato
Specificare nel programma di lavorazione il comportamento della macchina. - Viene iniziato un nuovo telo
Per specificare nel programma di lavorazione come deve comportarsi la macchina:
|
CTRLZ(x) |
La macchina inizia automaticamente un nuovo telo se sono soddisfatte le condizioni seguenti:
x = numero di ranghi fino all'esecuzione dell'azione |
|
NEWSP(x,y) |
Annullare il telo attivo e ricominciare. x = numero di ranghi fino all'esecuzione dell'azione y = numero della riga con il quale deve essere avviato il programma di lavorazione |
Esempio 1
Esempio "CTRLZ" (indicazioni minime):
|
30 START |
Riga 33-34: Prima dell'attivazione (#IN1=1;) devono essere lavorati almeno due ranghi. Riga 50 – Reimpostazione di #IN1 Riga 70 – Attivazione di CTRLZ automatico con #IN1 Se viene localizzato un nodo, dopo 6 ranghi viene eseguito il comando "CTRLZ". Selezionare un numero abbastanza grande di ranghi che consenta la lavorazione del nodo prima che venga iniziato il nuovo telo. Riga 400 – Disattivazione di #IN1 |
 Se si opera con "NEWSP", sostituire la suddetta indicazione per "CTRLZ(x)" con "NEWSP(x,y)".
Se si opera con "NEWSP", sostituire la suddetta indicazione per "CTRLZ(x)" con "NEWSP(x,y)".
Esempio 2
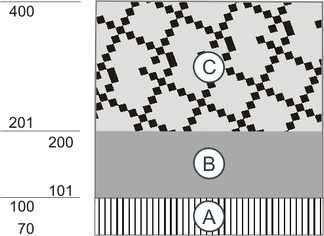
Zone monitorate e non:
|
|
Il telo è composto da tre zone (A, B, C):
|
|
30 START |
Indicazioni supplementari: Riga 70 – Monitoraggio della zona (A) Riga 100 – Disattivazione di #IN1, in questo modo non viene monitorata la zona (B) Riga 200 – Monitoraggio della zona (C) Riga 400 – Disattivazione di #IN1 |
Esempio 3
Ampliamento con condizioni:
|
30 START |
Riga 240 – Condizione quando viene localizzato un nodo a partire da questa riga. Sono necessari solo 4 ranghi fino all'esecuzione del comando "CTRLZ". La seconda indicazione "#IN1=1" è necessaria per riattivare "#IN1=1".
Riga 360 - In caso di errore viene eseguita la funzione "F:CANCEL-PROCEDURE;" da voi creata. Dopo 8 ranghi di lavoro viene iniziato il nuovo telo. La seconda indicazione "#IN1=1" è necessaria per riattivare "#IN1=1". |
Contatto di apertura o contatto di chiusura
A seconda della progettazione, il sensore per nodi è chiuso in posizione base (contatto di apertura, in inglese: NC=Normally Closed) oppure aperto (contatto di chiusura, in inglese: NO=Normally Open).
Gli esempi qui in alto si avvalgono del comando "#IN1=1;" per attivare il monitoraggio. Questa è un'indicazione di comando quando viene utilizzato per il monitoraggio un .
Per un utilizzare invece il comando "#IN1=0;".
Suggerimento
Prendere nota della posizione del sensore per nodi esterno, al fine di evitare di dovere regolare il programma di lavorazione se si intende iniziare la produzione in un momento successivo.
Motivo: Il numero di ranghi fino all'immagliatura di un nodo dipende dalla posizione del sensore per nodi esterno. Il numero di ranghi è registrato nel programma di lavorazione.