Utilizzo del programma di regolazione[Outdated translation - Switch to English or German]
Per il controllo dei valori di frenatura è possibile ricorrere a un programma di regolazione.
Programma di regolazione
Un programma di regolazione è la sequenza inserita nel programma di lavorazione a intarsio, utilizzante tutti i guidafili prima dell'inizio del telo. I guidafili operano su ago invariato, cosicché ha origine una striscia colorata verticale. Qui è possibile rilevare rispettivamente a sinistra e a destra la posizione ottimale di arresto del guidafilo.
I. Per attivare il programma di regolazione:
- Il programma di lavorazione caricato comprende un programma di regolazione.
- 1
- Nel menu principale premere il tasto
 .
. - 2
- Per attivare il programma di regolazione impostare il contacicli.
Se si utilizza Setup:
- Setup1: RS18 =1
- Setup2: RS39 =1
- 3
- Richiamare nel con il simbolo
 la finestra .
la finestra . - 4
- Avviare la macchina.
- La macchina porta i guidafili utilizzati in posizione di lavorazione e opera nel programma di regolazione.
- 5
- Richiamare la maschera di immissione per i valori di frenatura con il tasto
 e
e  .
. - 6
- Controllare la posizione di arresto dei guidafili per la direzione a sinistra e a destra.
- 7
- Immettere i valori di correzione Ba per la posizione di arresto sinistra Bb e destra.
- 8
- Confermare i dati.
- 9
- Dopo aver controllato tutti i guidafili per intarsio utilizzati, terminare il programma di regolazione con il tasto
 e avviare il programma di lavorazione.
e avviare il programma di lavorazione.
II. Programma di regolazione parte 2:
Se per un programma di lavorazione vengono utilizzati oltre 16 guidafili, si richiede un'ulteriore sequenza (parte 2) per i guidafili non ancora controllati.
- 1
- Attivare con il tasto la seconda parte del programma di regolazione.
- La macchina continua a operare senza arrestarsi e porta i guidafili finora non utilizzati in posizione di lavorazione.
- 2
- Controllare la posizione di arresto dei guidafili per la direzione a sinistra e a destra.
- 3
- Con il tasto terminare il programma di regolazione e avviare il programma di lavorazione.
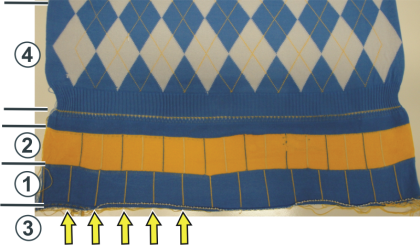
|
Pos. |
Programma |
|---|---|
|
1 |
Programma di regolazione parte 1 |
|
2 |
Programma di regolazione parte 2 |
|
3 |
Linee ornato dei guidafilo per intarsio |
|
4 |
Disegno |
I contacicli RS18 / RS39 sono impostati automaticamente su .
Se il programma di lavoro a maglia viene eliminato dalla memoria, i valori di frenatura mantenuti.
III. Ripristina valori di frenatura:
- 1
- Ripristina singoli valori di frenatura manualmente a “0“.
- 2
- Ripristina tutti i valori di frenatura con
 e tasto
e tasto  .
.