Dönüştürülebilen çıkış ve girişler için adaptör
|
Şimdiye kadar | Dönüştürülebilir çıkışlar için adaptör (ID 253 291) Harici cihazların açılıp kapatılabileceği iki potansiyelsiz röle çıkışı mevcuttur (maks. 24V/0,5A). OUT 1 |
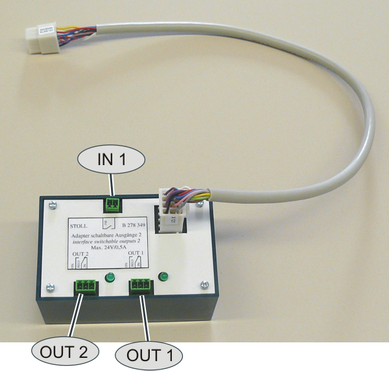
Yeni | Dönüştürülebilen çıkış ve girişler için adaptör 2 (ID 278 349) 2 çıkış ve 1 giriş OUT 1 |
"IN1" girişinin kullanımı için örnek
Özel bir ipliğin düğüm denetiminden geçmesi gerekiyor. İplik denetimi iin ek bir harici düğüm yoklayıcı kullanılacak.
Örneğin bobin değişiminde bir düğüm oluşmuştur. Bu düğüm kalitenin düşmesine ve örme panelinin kullanılamaz hale gelmesine yol açar. Örme paneli sonuna kadar örülmemeli, otomatik olarak yeniden başlanmalıdır.
Makinenin hatalı örme panelini hızlı bir şekilde sonlandırması ve yeni bir örme paneline başlaması için, yeni adaptörü kullanın ve örme programını tamamlayın.
- Düğüm algılanır
- Düğüm örülür
Örgü sıralarının sayısını örme programına girin. - Örme paneli durdurulur
Makinenin davranışını örme programına girin. - Yeni örme paneline başlanır
Örme programına, makinenin nasıl hareket etmesi gerektiğini girin:
|
CTRLZ(x) |
Aşağıdaki koşullar sağlandığında makine otomatik olarak yeni bir örgü parçasına başlar:
x = Eylem uygulanmadan önceki sıra sayısı |
|
NEWSP(x,y) |
Mevcut kumaşı yarıda kesip yeniden başlayın. x = Eylem uygulanmadan önceki sıra sayısı y = Örme programının başlayacağı satır numarası |
Örnek 1
"CTRLZ" ile örnek (asgari veriler):
|
30 START |
Satır 33-34: Etkinleştirilmeden önce (#IN1=1;) en az iki sıra örülmelidir. Satır 50 – #IN1 sıfırlama Satır 70 – Otomatik CTRLZ için #IN1 noktasında etkinleştirme Bir düğüm algılandığında, 6 sıra sonra "CTRLZ" komutu uygulanır. Sıraların sayısını, yeni örme paneline başlanmadan önce düğüm örülecek şekilde seçin. Satır 400 – #IN1'i devre dışı bırakın |
 "NEWSP" ile çalışıyorsanız, "CTRLZ(x)" için yukarıdaki bilgileri "NEWSP(x,y)" ile değiştirin.
"NEWSP" ile çalışıyorsanız, "CTRLZ(x)" için yukarıdaki bilgileri "NEWSP(x,y)" ile değiştirin.
Örnek 2
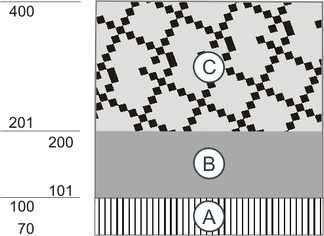
Denetlenen ve denetlenmeyen alanlar:
|
|
Örme paneli üç alandan (A, B, C) meydana gelmektedir:
|
|
30 START |
Ek bilgiler: Satır 70 – (A) alanını denetleme Satır 100 – #IN1 devre dışı bırakma, böylece (B) alanı denetlenmez Satır 200 – (C) alanını denetleme Satır 400 – #IN1'i devre dışı bırakın |
Örnek 3
Şu koşullar ile genişletme:
|
30 START |
Satır 240 – Bu satırdan itibaren düğüm algılanması için koşul. "CTRLZ" komutunun uygulanması için yalnızca 4 satır gereklidir. "#IN1=1"'nın tekrar etkinleştirilmesi için ikinci "#IN1=1" bilgisi gereklidir.
Satır 360 - Hata durumunda sizin tarafınızdan oluşturulan "F:CANCEL-PROCEDURE;" fonksiyonu uygulanır. 8 örgü sırasından sonra yeni örme paneline başlanır. "#IN1=1"'nın tekrar etkinleştirilmesi için ikinci "#IN1=1" bilgisi gereklidir. |
Normalde kapalı veya normalde açık kontak
Düğüm yoklayıcının tasarımına bağlı olarak yoklayıcı normalde kapalı (normalde kapalı kontak, İngilizce'si: NC=Normally Closed) veya normalde açıktır (normalde açık kontak, İngilizce'si: NO=Normally Open).
Yukarıdaki örneklerde, denetimi etkinleştirmek için "#IN1=1;" komutu kullanılmaktadır. Bu komut, denetim için kullanıldığında geçerlidir.
için bunun yerine "#IN1=0;" komutu kullanılmalıdır.
İpucu
Daha sonra tekrar üretim yapmanız gerektiğinde örme programını ayarlamanıza gerek kalmaması için, harici düğüm yoklayıcının pozisyonunu not edin.
Sebep: Bir düğüm örülene kadar olan sıra sayısı, harici düğüm denetçisinin pozisyonuna bağlıdır. Sıra sayısı örme programına girilmiştir.