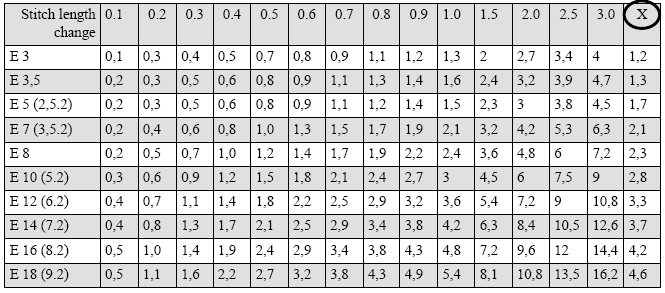
线圈长度变化表[Es wird ein veralteter Stand übersetzt]
MSEC = 1.0 时用于改变线圈长度的距离和停顿时间:
对于机器型号ST 211 - ST 811
线圈长度的改变与机器型号无关。
|
机号 |
用于线圈长度变化的织针数量 |
停顿时间 |
|---|---|---|
|
E 3 |
2.66 |
5 |
|
E 3,5 |
3.2 |
5 |
|
E 5 (2,5.2) |
1.8 |
7 |
|
E 7 (3,5.2) |
2.25 |
8 |
|
E 8 |
3 |
9 |
|
E 10 (5.2) |
4.5 |
11 |
|
E 12 (6.2) |
4.5 |
13 |
|
E 14 (7.2) |
4.5 |
14 |
|
E 16 (8.2) |
4.8 |
4 |
|
E 18 (9.2) |
5.4 |
4.5 |
|
E 20 |
6 |
5 |
对于机型ST 168 - ST 468 和 OKC
这些类型的机器对密度马达的控制比其他类型更快速。
- 线圈长度每变化一步所需要的针数减少
- 停顿时间缩短。
X=停顿时间的针数
Power Tension Settings(PTS)取决于机器速度:
|
命令 |
含义 |
|---|---|
|
MSECNPJ=n.nn |
n.nn=0.05-1.20 不指定:MSEC = 1.0 |
表里列出了不同机器速度情况下用于线圈长度变化一个单位时所需针数。
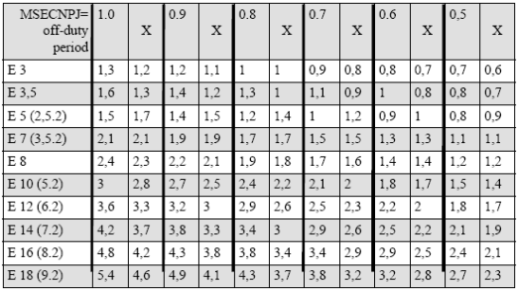
X=停顿时间的针数