自动生产的准备
取决于花型导入条件,有几个不同的方法使用 APM 模式。最简单的情况是,导入完整花型及工票。
如何在 OKC 上进行自动生产的准备:
- 您已给 PPS 和 APM 安装了 EVP。
- 安全开关已装在机器的后护板上并且后护板已扣好。
- 602
- 合上保护罩。
- 603
- 执行基准运行,如果尚未进行的话。
- 604
- 将机头停在左侧折返点。
- 605
- 将片数计数器设置为0。
- 606
- 在开始窗口里将 APM 开关置为 ON。

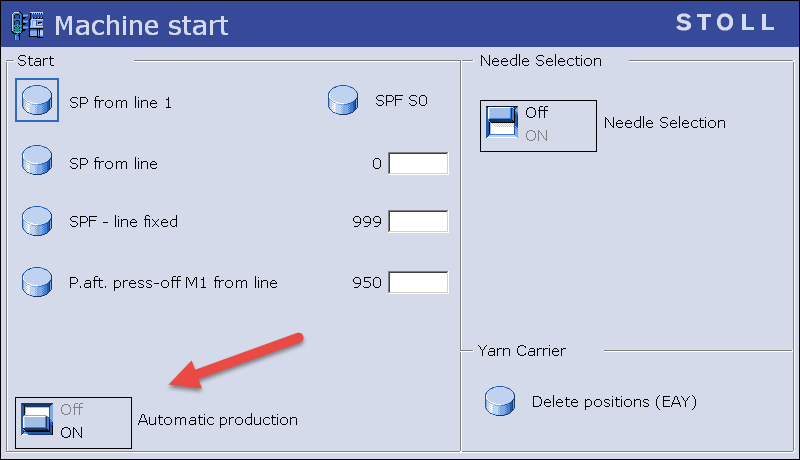
- 607
- 上抬操纵杆。
- 操纵杆锁定。
- 现在,机器已做好准备进行 APM 生产。
如何在 EKC 上进行自动生产的准备:
- 您已给 PPS 和 APM 安装了 EVP。
- 安全开关已装在机器的后护板上并且后护板已扣好。
- 608
- 合上保护罩。
- 609
- 执行基准运行,如果尚未进行的话。
- 610
- 将机头停在左侧折返点。
- 611
- 将片数计数器设置为0。
- 612
- 激活。
 设置机器
设置机器  系统设置
系统设置 
 数据管理
数据管理 
- 613
- 上抬操纵杆。
- 操纵杆锁定。
- 现在,机器已做好准备进行 APM 生产。
- 如果牵拉马达和牵拉梳的基准运行尚未执行,机器在右侧停机关闭。
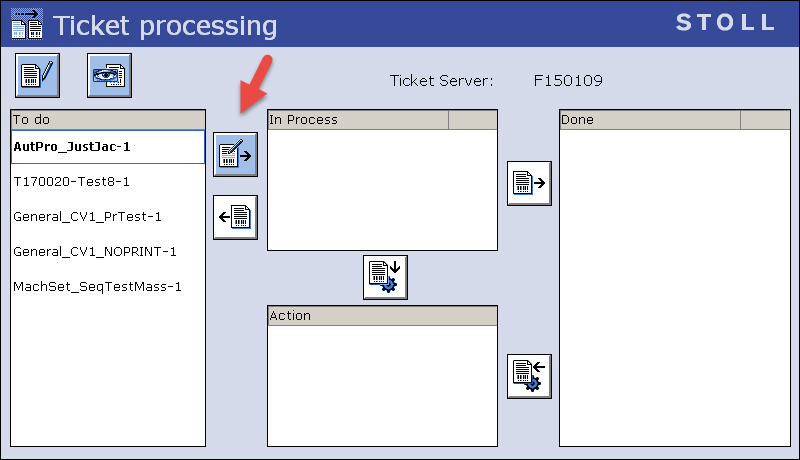
基准运行之后,必须再次上抬操纵杆。 - 如果在 中的 列表的顶部有一个类型为自动生产的工票,这个工票将要导入。
否则,机器将一直等待直到出现一个这样的工票。 - 非生产类的和可同步执行的工票(例如维修工票)将被跳过。
如果存在一个 General Production、Guided Production、Pattern Setup 或 Machine Setup 工票,机器将会等待直至 APM 工票位于 列表顶部。 - 工票仍然能够手动加载。
- 延迟一个工票时,需要用到一个触发器用于再次加载工票。
这样可避免工票被立刻再次加载。
触发器可以是: - 一个新工票到达
- 工票订单变更
- 删除一个工票
- 关闭和重启自动生产
- 松开和再次启动操纵杆
- 如果发生自停,操纵杆仍会落下。
排除故障然后再次启动。 - 与相反,加载工票时将默认执行,,。
您可以在订单里通过将如下标签设置为 false 或true 来指定不同的行为。 - ERASE_ALL
- ERASE_ALL_YARNCARRIERPOS
- ERASE_ALL_SEQYARNCARRIERPOS
- ERASE_ALL_YLC
- 通常,机器会尝试加载编织程序的所有组件。
利用 LOAD_PAT_CONTAINER_COMP 标签,通过可选属性 SIN、JAC、SET 来指定不加载花型的哪一个组件(false)。
如果编织程序包 (*.zip) 的一个组件丢失,机器将使用已加载的其余组件。 - 如果希望仅加载提花文件或者希望保留更改的 Setup 数据,参见 考虑不同的花型导入条件。
确定机器上的订单量
- 使用数据库查询可获取向机器输送工票的有关信息。
见如何进行自动化数据库查询