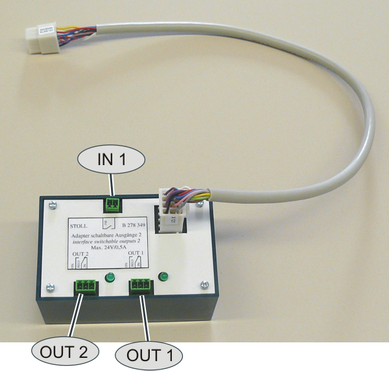
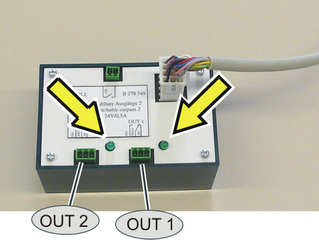
Adapter for Switchable Outputs 2 (ID 278 349)
|
OUT1 OUT2 |
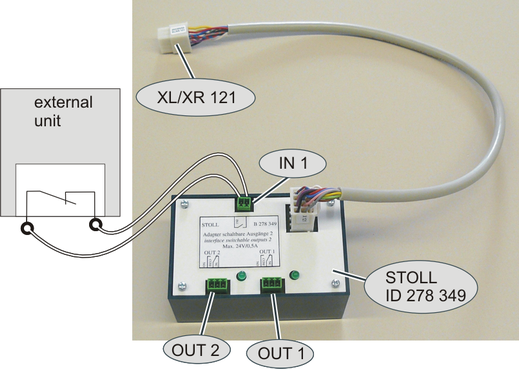
Two potential-free relay outputs which enable external devices to be switched on and off (a maximum of 24V/0.5A) are available. |
|
IN1 |
An input is available to which a potential-free switch NC or NO contact can be connected. |
The devices are switched on or off by the knitting program.
|
Command |
|
|
OUT1=n |
Switch on/off device 1 (on: n=1, off: n=0) |
|
OUT2=n |
Switch on/off device 2 (on: n=1, off: n=0) |
|
IN1 |
Specify the behavior of the machine |
Assembly
- 1
- Switch off main switch.
- 2
- Open the rear panel segments.
- 3
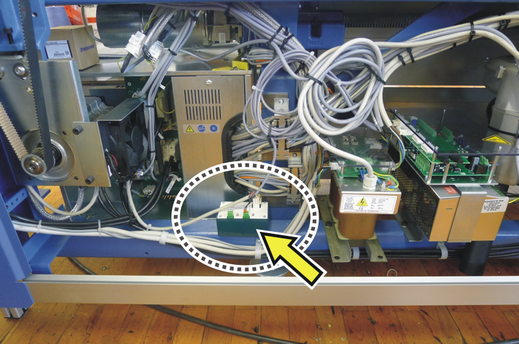
- Plug the adapter to the control unit.
- 4
- Plug-in the cable for "OUT1", "OUT2" and "IN1" to the adapter.
- 5
- Close the rear panel segments and switch-on the main switch.
- 6
- If you don't use the "IN1" input, execute a "Warmstart".
- 7
- If you want to use the "IN1" input, execute a "Restart & Configuration".
|
EKC machine |
Plug-in "XL/XR 121" plug into the "X 121" socket of the right control unit |
|
OKC machine |
Plug in the "XL/XR 121" plug into the "X 121" socket of the left or right control unit (depending on machine type) |
Use
- You can use the "OUT1" and "OUT2" outputs with the OKC and EKC machines.
- You can use the "IN1" input only with machines with single-phase power supply. This depends on the type of computer of the knitting machine.
|
|
Computer Type |
|---|---|
|
OUT1 |
EKC2 |
|
IN1 |
EKC2
|
|
* Machine with single-phase power supply
|
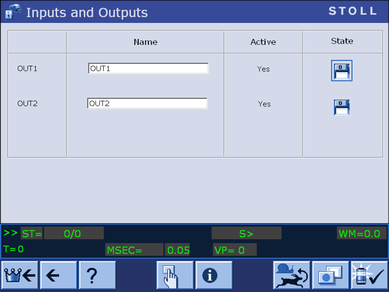
Activate the display of "IN1".
 Configuración de la máquina ->
Configuración de la máquina ->  Ajustes de funcionamiento ->
Ajustes de funcionamiento -> 
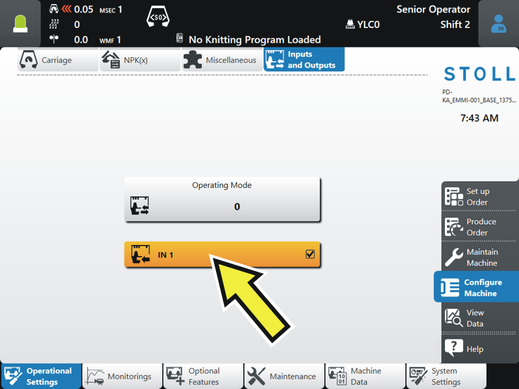
If the input is activated, the following points are possible:
- The "IN1" input can be checked without a knitting program (see section "LED on the adapter").
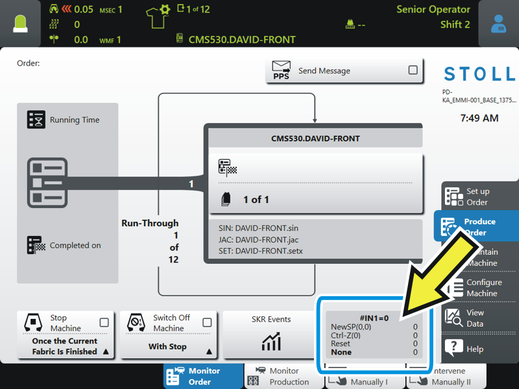
- During production, the status of IN1 is displayed.
LED on the adapter
If the or command is executed by the knitting program, the corresponding LED lights up on the adapter.
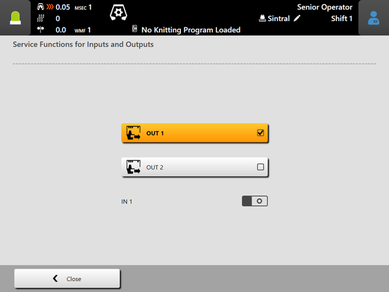
Manual check of the LED:
|
EKC machine |
Activate "OUT1" – LED for "OUT1" lights up Activate "OUT2" – LED for "OUT2" lights up
"IN1"
"IN1" |


 - External signal "0" is present
- External signal "0" is present - External signal "1" is present
- External signal "1" is present|
OKC machine |
Machine settings -> additional function keys -> Switchable outputs
Activate "OUT1" (switch on "1") – LED for "OUT1" lights up Activate "OUT2" (switch on "1") – LED for "OUT2" lights up |
 ->
->  ->
-> 
Ejemplo para el uso de la entrada "IN1"
Un hilo especial debe ser monitoreado para detectar nudos. Para el monitoreo del hilo se empleará un detector de nudos adicional, externo.
Aparece un nudo p. ej. al cambiar una bobina. El nudo producirá un defecto de calidad, la pieza de tisaje es inservible. La pieza de tisaje no tiene que ser tejida hasta el final y automáticamente debe ser comenzada de nuevo.
Para que la máquina cancele rápidamente la pieza de tisaje defectuosa y comience una nueva pieza de tisaje, utilice el nuevo adaptador y complete el programa de tisaje.
- El nudo es detectado
- El nudo es tejido
Usted indica el número de pasadas de tisaje en el programa de tisaje. - La pieza de tisaje es cancelada
Usted indica el comportamiento de la máquina en el programa de tisaje. - Una nueva pieza de tisaje es comenzada
En el programa de tisaje usted indicará como se debe comportar la máquina:
|
CTRLZ(x) |
La máquina empieza automáticamente con una nueva pieza de tisaje, si se cumplen las siguientes condiciones:
x = Número de pasadas hasta la realización de la acción |
|
NEWSP(x,y) |
Cancelar la pieza actual y comenzar nuevamente. x = Número de pasadas hasta la realización de la acción y = Número de línea con el cual se debe iniciar el programa de tisaje |
Ejemplo 4
Ejemplo con "CTRLZ" (indicaciones mínimas):
|
30 START |
Línea 33-34: Antes de activar (#IN1=1;) tienen que tejerse por lo menos dos pasadas. Línea 50 – Restablecer #IN1 Línea 70 – Activar el CTRLZ automático en #IN1 En caso de detectar un nudo se ejecuta el comando "CTRLZ" después de 6 pasadas. Elegir la cantidad de pasadas suficientemente alta para que el nudo entre tejiendo antes de comenzar la nueva pieza de tisaje. Línea 400 - Desactivar #IN1 |
 Si usted trabaja con "NEWSP", sustituya las indicaciones arriba mencionadas de "CTRLZ(x)" por "NEWSP(x,y)".
Si usted trabaja con "NEWSP", sustituya las indicaciones arriba mencionadas de "CTRLZ(x)" por "NEWSP(x,y)".
Ejemplo 2
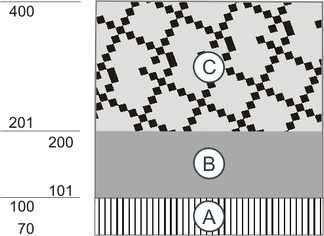
Áreas controladas y no controladas:
|
|
La pieza de tisaje está compuesta por tres áreas (A, B, C):
|
|
30 START |
Indicaciones adicionales: Línea 70 – Controlar área (A) Línea 100 – Desactivar #IN1, de esta manera no se controla el área (B) Línea 200 – Controlar área (C) Línea 400 - Desactivar #IN1 |
Ejemplo 3
Extensión con condiciones:
|
30 START |
Línea 240 – Condición, si a partir de esta línea se detecta un nudo. Solo son necesarias 4 pasadas hasta que se ejecuta el comando "CTRLZ". La segunda indicación "#IN1=1" es necesaria para activar nuevamente "#IN1=1".
Línea 360 - En caso de error se ejecuta la función "F:CANCEL-PROCEDURE;" creada por usted. Después de 8 pasadas de tisaje comienza la nueva pieza de tisaje. La segunda indicación "#IN1=1" es necesaria para activar nuevamente "#IN1=1". |
Abridor o cerrador
Según la construcción del detector de nudos está cerrado en la posición inicial (abridor, en inglés: NC=Normally Closed) o abierto (cerrador, en inglés: NO=Normally Open).
Los ejemplos arriba mencionados utilizan el comando "#IN1=1;" para activar el control. Esta es la indicación de orden, si se utiliza un para el control.
Por el contrario, con un tiene que utilizar el comando "#IN1=0;".
Consejo
Anótese la posición del detector de nudos externo para que no tenga que adaptar el programa de tisaje, cuando se tenga que producir nuevamente más tarde.
Causa: El número de pasadas hasta que un nudo es tejido depende de la posición del detector de nudos externo. El número de pasadas es entrado en el programa de tisaje.