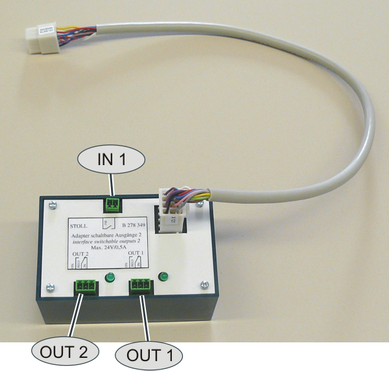
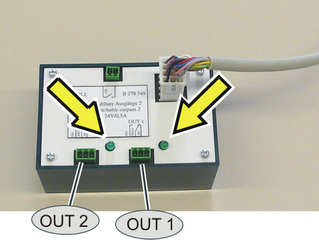
Adapter for Switchable Outputs 2 (ID 278 349)
|
OUT1 OUT2 |
Two potential-free relay outputs which enable external devices to be switched on and off (a maximum of 24V/0.5A) are available. |
|
IN1 |
An input is available to which a potential-free switch NC or NO contact can be connected. |
The devices are switched on or off by the knitting program.
|
Command |
|
|
OUT1=n |
Switch on/off device 1 (on: n=1, off: n=0) |
|
OUT2=n |
Switch on/off device 2 (on: n=1, off: n=0) |
|
IN1 |
Specify the behavior of the machine |
Assembly
- 1
- Switch off main switch.
- 2
- Open the rear panel segments.
- 3
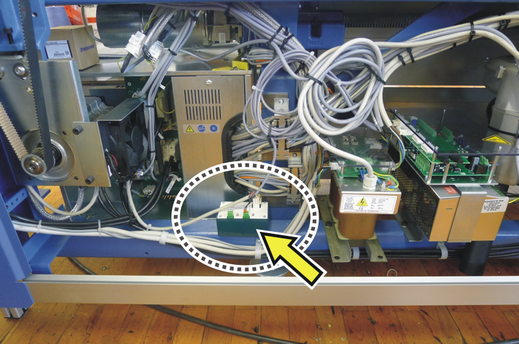
- Plug the adapter to the control unit.
- 4
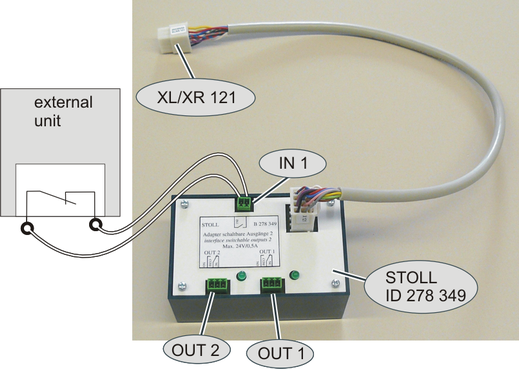
- Plug-in the cable for "OUT1", "OUT2" and "IN1" to the adapter.
- 5
- Close the rear panel segments and switch-on the main switch.
- 6
- If you don't use the "IN1" input, execute a "Warmstart".
- 7
- If you want to use the "IN1" input, execute a "Restart & Configuration".
|
EKC machine |
Plug-in "XL/XR 121" plug into the "X 121" socket of the right control unit |
|
OKC machine |
Plug in the "XL/XR 121" plug into the "X 121" socket of the left or right control unit (depending on machine type) |
Use
- You can use the "OUT1" and "OUT2" outputs with the OKC and EKC machines.
- You can use the "IN1" input only with machines with single-phase power supply. This depends on the type of computer of the knitting machine.
|
|
Computer Type |
|---|---|
|
OUT1 |
EKC2 |
|
IN1 |
EKC2
|
|
* Machine with single-phase power supply
|
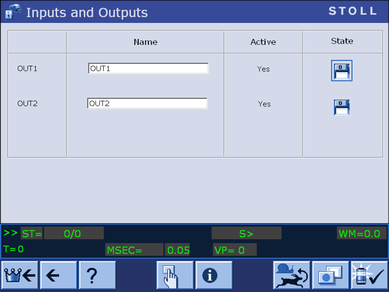
Activate the display of "IN1".
 Конфигурировать машину ->
Конфигурировать машину ->  Производственные настройки ->
Производственные настройки -> 
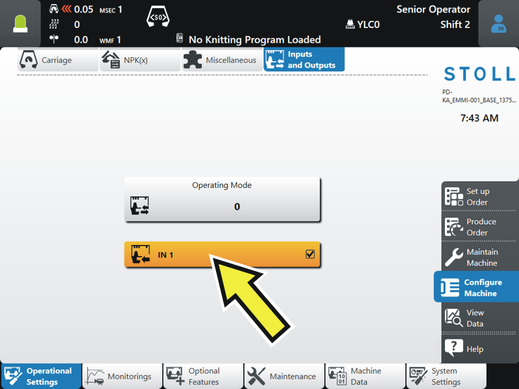
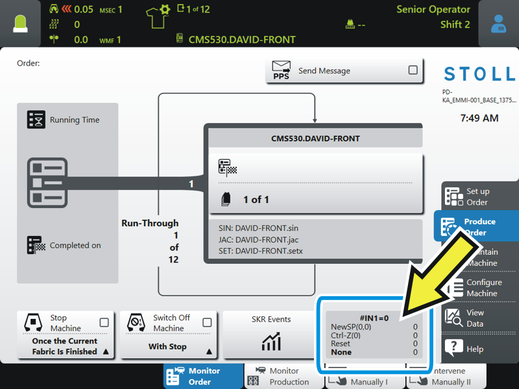
If the input is activated, the following points are possible:
- The "IN1" input can be checked without a knitting program (see section "LED on the adapter").
- During production, the status of IN1 is displayed.
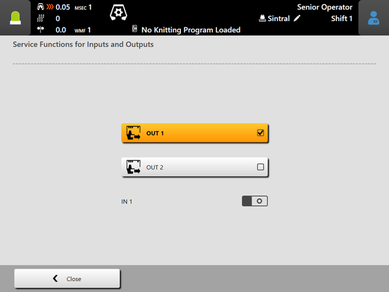
LED on the adapter
If the or command is executed by the knitting program, the corresponding LED lights up on the adapter.
Manual check of the LED:
|
EKC machine |
Activate "OUT1" – LED for "OUT1" lights up Activate "OUT2" – LED for "OUT2" lights up
"IN1"
"IN1" |


 - External signal "0" is present
- External signal "0" is present - External signal "1" is present
- External signal "1" is present|
OKC machine |
Machine settings -> additional function keys -> Switchable outputs
Activate "OUT1" (switch on "1") – LED for "OUT1" lights up Activate "OUT2" (switch on "1") – LED for "OUT2" lights up |
 ->
->  ->
-> 
Пример для использования входа "IN1"
Специальная пряжа должна контролироваться на наличие узлов. Для контроля эластичной пряжи применяется дополнительный, внешний контролер узлов.
Например, при смене бобины появляется узел. Узел приводит к дефекту качества, деталь вязания становится непригодной. Деталь не нужно довязывать до конца, а следует автоматически начать вывязывать заново.
Для того чтобы машина быстро закончила дефектную деталь вязания и начала новую деталь, используйте новый адаптер и дополните программу вязания.
- Узел обнаруживается
- Узел зарабатывается в полотно
Число вязаных рядов Вы указываете в программе вязания. - Изготовление вывязываемой детали отменяется
Режим работы машины Вы задаете в программе вязания. - Начинается новая деталь вязания
В программе вязания Вы задаете, в каком режиме должна работать машина:
|
CTRLZ(x) |
Машина автоматически начинает новую деталь вязания, если выполнены следующие условия:
x = число рядов до выполнения операции |
|
NEWSP(x,y) |
Отменить изготовление актуальной детали и начать вязать заново. x = число рядов до выполнения операции y = номер строки с которой должна запускаться программа вязания |
Пример 1
Пример с "CTRLZ" (Минимальные данные)
|
30 START |
Строка 33-34: Перед активированием (#IN1=1;) должны быть вывязаны по меньшей мере два ряда. Строка 50 – Сброс #IN1 Строка 70 – активировать автоматическую CTRLZ при #IN1 Если обнаруживается узел, то через 6 рядов выполняется команда "CTRLZ". Количество рядов выбирать таким, чтобы узел был ввязан, перед тем как начнет вывязываться новая деталь. Строка 400 – деактивировать #IN1 |
 Если Вы работаете с "NEWSP", замените вышеуказанные данные для "CTRLZ(x)" на "NEWSP(x,y)".
Если Вы работаете с "NEWSP", замените вышеуказанные данные для "CTRLZ(x)" на "NEWSP(x,y)".
Пример 2
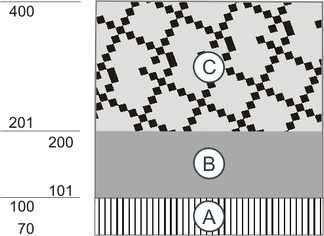
Контролируемые и не контролируемые области:
|
|
Деталь вязания состоит из трех областей (A, B, C):
|
|
30 START |
Дополнительные данные: Строка 70 – Контролировать область (A) Строка 100 – деактивировать #IN1, благодаря этому область (B) не контролируется Строка 200 – Контролировать область (C) Строка 400 – деактивировать #IN1 |
Пример 3
Расширение с условиями:
|
30 START |
Строка 240 - условие, если с этой строки будет обнаружен узел. Требуются всего 4 ряда, до того как команда "CTRLZ" будет выполнена. Вторые данные "#IN1=1" необходимы, чтобы снова активировать "#IN1=1".
Строка 360 - В случае ошибки будет выполнена созданная Вами функция "F:CANCEL-PROCEDURE;". После 8 вязаных рядов начинается новая деталь вязания. Вторые данные "#IN1=1" необходимы, чтобы снова активировать "#IN1=1". |
Размыкающий контакт или замыкающий контакт
В зависимости от конструкции контролера узлов, он в исходном положении замкнут (размыкающий контакт, по-английски: NC=Normally Closed) или разомкнут (замыкающий контакт, по-английски: NO=Normally Open).
В вышеупомянутых примерах применяется команда "#IN1=1;", чтобы активировать контроль. Это указание команды, когда для контроля применяется .
При Вы должны вместо этого использовать команду "#IN1=0;".
Совет
Запишите позицию внешнего контролера узлов, чтобы Вам не пришлось подгонять программу вязания, если в более поздний момент времени потребуется еще раз производить трикотаж.
Причина: Количество рядов, до того как будет ввязан узел, зависит от положения внешнего контролера узлов Количество рядов записано в программе вязания.