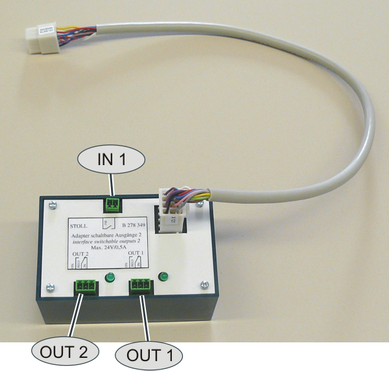
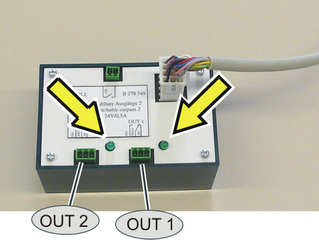
Adapter for Switchable Outputs 2 (ID 278 349)
|
OUT1 OUT2 |
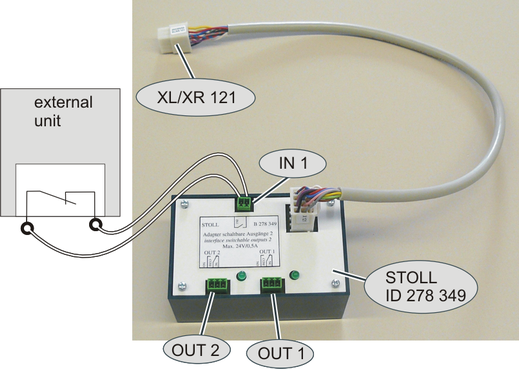
Two potential-free relay outputs which enable external devices to be switched on and off (a maximum of 24V/0.5A) are available. |
|
IN1 |
An input is available to which a potential-free switch NC or NO contact can be connected. |
The devices are switched on or off by the knitting program.
|
Command |
|
|
OUT1=n |
Switch on/off device 1 (on: n=1, off: n=0) |
|
OUT2=n |
Switch on/off device 2 (on: n=1, off: n=0) |
|
IN1 |
Specify the behavior of the machine |
Assembly
- 1
- Switch off main switch.
- 2
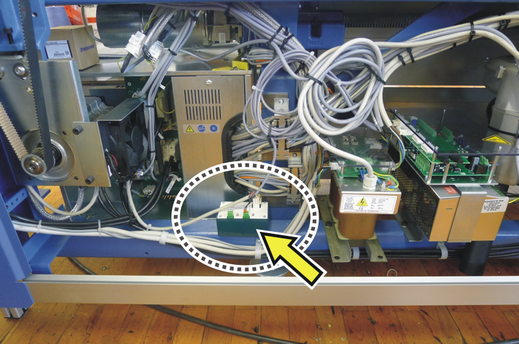
- Open the rear panel segments.
- 3
- Plug the adapter to the control unit.
- 4
- Plug-in the cable for "OUT1", "OUT2" and "IN1" to the adapter.
- 5
- Close the rear panel segments and switch-on the main switch.
- 6
- If you don't use the "IN1" input, execute a "Warmstart".
- 7
- If you want to use the "IN1" input, execute a "Restart & Configuration".
|
EKC machine |
Plug-in "XL/XR 121" plug into the "X 121" socket of the right control unit |
|
OKC machine |
Plug in the "XL/XR 121" plug into the "X 121" socket of the left or right control unit (depending on machine type) |
Use
- You can use the "OUT1" and "OUT2" outputs with the OKC and EKC machines.
- You can use the "IN1" input only with machines with single-phase power supply. This depends on the type of computer of the knitting machine.
|
|
Computer Type |
|---|---|
|
OUT1 |
EKC2 |
|
IN1 |
EKC2
|
|
* Machine with single-phase power supply
|
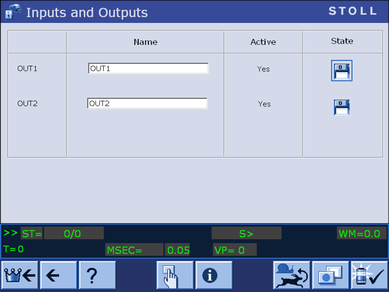
Activate the display of "IN1".
 Makineyi yapılandır ->
Makineyi yapılandır ->  İşletim ayarları ->
İşletim ayarları -> 
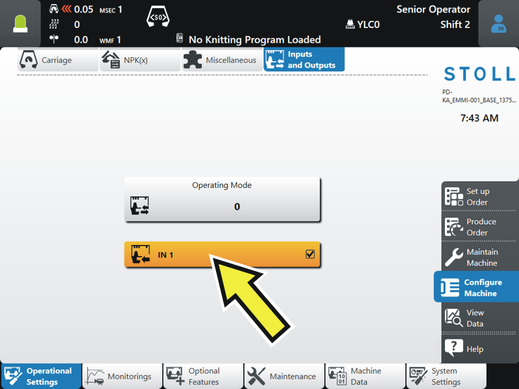
If the input is activated, the following points are possible:
- The "IN1" input can be checked without a knitting program (see section "LED on the adapter").
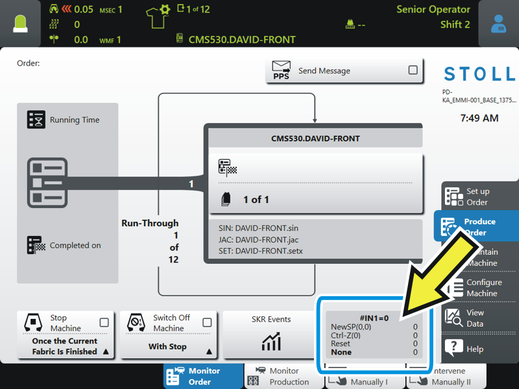
- During production, the status of IN1 is displayed.
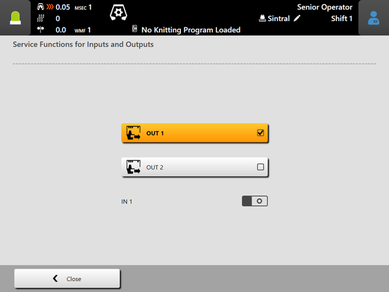
LED on the adapter
If the or command is executed by the knitting program, the corresponding LED lights up on the adapter.
Manual check of the LED:
|
EKC machine |
Activate "OUT1" – LED for "OUT1" lights up Activate "OUT2" – LED for "OUT2" lights up
"IN1"
"IN1" |


 - External signal "0" is present
- External signal "0" is present - External signal "1" is present
- External signal "1" is present|
OKC machine |
Machine settings -> additional function keys -> Switchable outputs
Activate "OUT1" (switch on "1") – LED for "OUT1" lights up Activate "OUT2" (switch on "1") – LED for "OUT2" lights up |
 ->
->  ->
-> 
"IN1" girişinin kullanımı için örnek
Özel bir ipliğin düğüm denetiminden geçmesi gerekiyor. İplik denetimi iin ek bir harici düğüm yoklayıcı kullanılacak.
Örneğin bobin değişiminde bir düğüm oluşmuştur. Bu düğüm kalitenin düşmesine ve örme panelinin kullanılamaz hale gelmesine yol açar. Örme paneli sonuna kadar örülmemeli, otomatik olarak yeniden başlanmalıdır.
Makinenin hatalı örme panelini hızlı bir şekilde sonlandırması ve yeni bir örme paneline başlaması için, yeni adaptörü kullanın ve örme programını tamamlayın.
- Düğüm algılanır
- Düğüm örülür
Örgü sıralarının sayısını örme programına girin. - Örme paneli durdurulur
Makinenin davranışını örme programına girin. - Yeni örme paneline başlanır
Örme programına, makinenin nasıl hareket etmesi gerektiğini girin:
|
CTRLZ(x) |
Aşağıdaki koşullar sağlandığında makine otomatik olarak yeni bir örgü parçasına başlar:
x = Eylem uygulanmadan önceki sıra sayısı |
|
NEWSP(x,y) |
Mevcut kumaşı yarıda kesip yeniden başlayın. x = Eylem uygulanmadan önceki sıra sayısı y = Örme programının başlayacağı satır numarası |
Örnek 1
"CTRLZ" ile örnek (asgari veriler):
|
30 START |
Satır 33-34: Etkinleştirilmeden önce (#IN1=1;) en az iki sıra örülmelidir. Satır 50 – #IN1 sıfırlama Satır 70 – Otomatik CTRLZ için #IN1 noktasında etkinleştirme Bir düğüm algılandığında, 6 sıra sonra "CTRLZ" komutu uygulanır. Sıraların sayısını, yeni örme paneline başlanmadan önce düğüm örülecek şekilde seçin. Satır 400 – #IN1'i devre dışı bırakın |
 "NEWSP" ile çalışıyorsanız, "CTRLZ(x)" için yukarıdaki bilgileri "NEWSP(x,y)" ile değiştirin.
"NEWSP" ile çalışıyorsanız, "CTRLZ(x)" için yukarıdaki bilgileri "NEWSP(x,y)" ile değiştirin.
Örnek 2
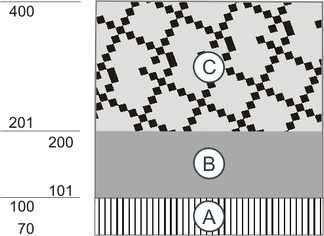
Denetlenen ve denetlenmeyen alanlar:
|
|
Örme paneli üç alandan (A, B, C) meydana gelmektedir:
|
|
30 START |
Ek bilgiler: Satır 70 – (A) alanını denetleme Satır 100 – #IN1 devre dışı bırakma, böylece (B) alanı denetlenmez Satır 200 – (C) alanını denetleme Satır 400 – #IN1'i devre dışı bırakın |
Örnek 3
Şu koşullar ile genişletme:
|
30 START |
Satır 240 – Bu satırdan itibaren düğüm algılanması için koşul. "CTRLZ" komutunun uygulanması için yalnızca 4 satır gereklidir. "#IN1=1"'nın tekrar etkinleştirilmesi için ikinci "#IN1=1" bilgisi gereklidir.
Satır 360 - Hata durumunda sizin tarafınızdan oluşturulan "F:CANCEL-PROCEDURE;" fonksiyonu uygulanır. 8 örgü sırasından sonra yeni örme paneline başlanır. "#IN1=1"'nın tekrar etkinleştirilmesi için ikinci "#IN1=1" bilgisi gereklidir. |
Normalde kapalı veya normalde açık kontak
Düğüm yoklayıcının tasarımına bağlı olarak yoklayıcı normalde kapalı (normalde kapalı kontak, İngilizce'si: NC=Normally Closed) veya normalde açıktır (normalde açık kontak, İngilizce'si: NO=Normally Open).
Yukarıdaki örneklerde, denetimi etkinleştirmek için "#IN1=1;" komutu kullanılmaktadır. Bu komut, denetim için kullanıldığında geçerlidir.
için bunun yerine "#IN1=0;" komutu kullanılmalıdır.
İpucu
Daha sonra tekrar üretim yapmanız gerektiğinde örme programını ayarlamanıza gerek kalmaması için, harici düğüm yoklayıcının pozisyonunu not edin.
Sebep: Bir düğüm örülene kadar olan sıra sayısı, harici düğüm denetçisinin pozisyonuna bağlıdır. Sıra sayısı örme programına girilmiştir.