设置:织物牵拉[Outdated translation - Switch to English or German]
织物牵拉系统的作用是持续下拉编织好的织物。这样,在成圈或翻针过程中线圈将被安全可靠地握持在针钩里。编织过程中织片稳定性得到保障。
织物牵拉取决于:
- 织物宽度
- 编织模式
- 线圈长度
- 使用的纱线
打开织物牵拉表
- 您作为高级操作员登录
 。
。 - 编织程序已加载,生产已开始。
- 在主导航栏里选择
 设置订单。
设置订单。
- 1
- 在下导航栏里选择
 设置花型。
设置花型。 - 2
- 在窗口里点击带有
 图标的按钮。
图标的按钮。
- 在 Setup 编辑器里
 WMF 菜单将打开。
WMF 菜单将打开。
- 3
- 改变数值。
- 4
- 点
 关闭 按钮来关闭 Setup 编辑器并返回 设置花型。
关闭 按钮来关闭 Setup 编辑器并返回 设置花型。
- 所做修改是在 Setup 中的,保存花型时这些改变也将和订单一起保存。
- 或 -
- 5
- 在主导航栏里选择
 生产订单。
生产订单。 - 6
- 在下导航栏里打开
 监测生产。
监测生产。 - 7
- 点带 图标的按钮。
- 通过数字区修改数值。
在  (辅助牵拉)菜单里和 (WM% + WMK%) 菜单里,可以按照同样的步骤更改数值。
(辅助牵拉)菜单里和 (WM% + WMK%) 菜单里,可以按照同样的步骤更改数值。
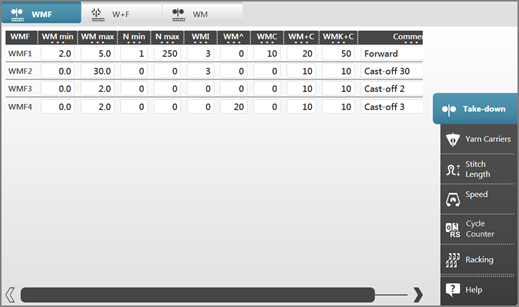
选项卡: WMF
|
| ||
WMF | 编织程序使用的所有牵拉索引列表 | WMF1 到 WMF50 |
WM最小 | 最小织物牵拉值 (全成形) | 最小值:0 |
WM最大 | 最大织物牵拉值 (必须赋值) | |
N最小 | 最小织针数量 (全成形) | 最小值:0 |
N最大 | 最大织针数量 (全成形) | |
WMI | 织物牵拉脉冲 | 最小值:0 |
WM^ | 松开当前牵拉系统的制动装置(主牵拉或者牵拉梳) 最多2.5 秒, 牵拉辊或者牵拉梳倒退,最大角度m (取决于织物张力和织物牵拉值 n)。
如果两个条件之一满足,制动装置关闭。 | 无倒转:0 |
WMC | 设置当前牵拉系统的速度控制值 (主牵拉或者牵拉梳) n (0-32)。如果牵拉系统转动太快, 将自动停机。 0= 不自停, 1=不灵敏, 32= 高度灵敏 | 最小值:0 |
WM+C | 监控主牵拉。 | 最小值:0 |
WMK+C | 牵拉梳监测。 | 最小值:0 |
选项卡: W+F
|
| |||
W+F | 编织程序使用的所有辅助牵拉功能列表 | W+F1 – W+F50 | |
W+1 |
| 打开辅助牵拉辊。 |
|
| 合上辅助牵拉辊。 辅助牵拉的速度 W+=n 指令被激活。 |
| |
W+… | 速度输入 1= 慢, 15= 快 | 最小值:1 | |
W+C… | 辅助牵拉监测。 | 最小值:0 | |



选项卡: WM
|
| ||
WM% | 按百分比 n 修改主牵拉值 | -80 到 80 |
WMK% | 按百分比 n 修改牵拉梳牵拉值
| |
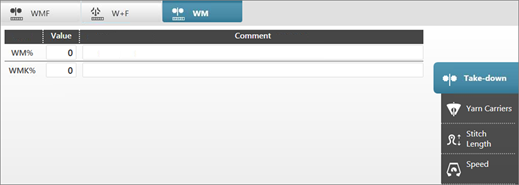
 : 该数值仅在织片被主牵拉牵拉之前有效。
: 该数值仅在织片被主牵拉牵拉之前有效。