Cálculo de los valores de corrección
Los ejemplos subsiguientes le mostrarán como trabaja el aparato ASCON.
Trabajar en mm
Máquina: CMS 530, Galga E12
Tipo de tisaje: Jersey (RL)
SEN =1-400
NP=12.0, esto corresponde a una longitud de la malla de 7.11 mm con E12 Longitud de la malla (tablas)
Cálculo:
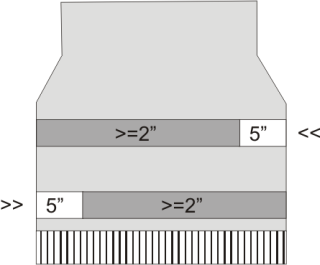
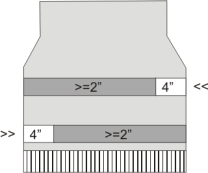
- De las 400 agujas se restan 5 pulgadas (ver dibujo: ).
5 pulgadas equivalen a 60 agujas con galga E12 (5 x 12 = 60). - 400-60 = 340Agujas
- 340 x 7.11 mm = 2417.4 mm (valor nominal para la longitud de hilo)
En el inicio de la pasada de tisaje no se toma en cuenta un sector de 5 pulgadas, ya que distorsionaría el resultado de la medición (recuperar y acelerar hilo).
|
|
sector no considerado |
|
|
Sector de medición |


En cada pasada de tisaje la longitud de hilo suministrada es registrada por el aparato ASCON y transferida al ordenador. La longitud del hilo de varias pasadas de tisaje es sumada separada por dirección del carro. La suma es comparada con el valor nominal y de ello se determina el valor de corrección. De ser necesario, el ordenador reajusta las levas de formación para consumir más o menos hilo.

Si el sector de tisaje de una pasada es menor que 7 pulgadas no se medirán datos ASCON.
Posición de parada de los guiahilos
- El valor para la distancia entre guiahilos no puede ser superior a . significa: El guiahilos está a una distancia de 2 pulgadas del borde del tejido (32 x 1/16 pulgada = 2 pulgadas).
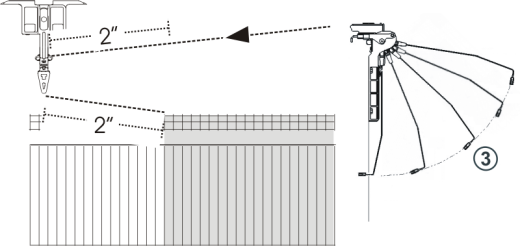
- Se deben recuperar 2 x 2 pulgadas de longitud de hilo y acelerar (1 pulgada). Si el valor de YD es superior a este trayecto excede el sector no considerado de 5 pulgadas. Esto distorsiona el resultado de la medición.
Recomendación: - Reducir la fuerza para recuperar del tensor de hilo.
- minimizar el recorrido de recuperación del tensor del hilo (posición 3).
- Si se utilizan dos guiahilos en un carril, el aparato ASCON no podrá regular de forma óptima debido a la mayor distancia del segundo guiahilos. El segundo guiahilos está a una distancia mínima de 2,75 pulgadas del borde del tejido.
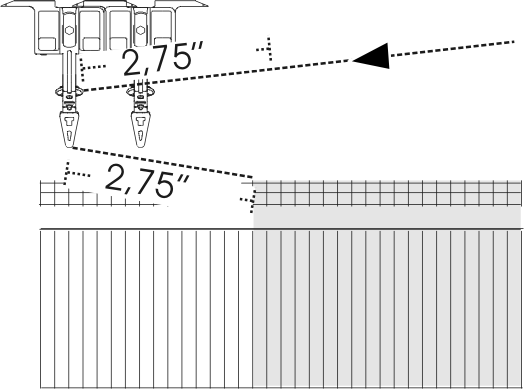
- Se deben recuperar 2 x 2,75 pulgadas de longitud de hilo y acelerar (1 pulgada). Este trayecto se encuentra fuera del sector no considerado de 5 pulgadas. Esto distorsiona el resultado de la medición.
Trabajar con pieza original
Para no se calcularán los valores nominales sino serán medidos.
|
La anchura mínima es de: | ||
|
5 pulgadas con la galga E3 a E14 |
6 pulgadas con la galga E16, E18, E8.2 y E9.2 | |
|
|
| |
|
|
sector no considerado | |
|
|
Sector de medición | |
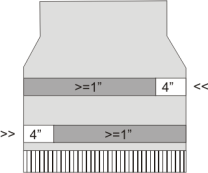
Si el sector de tisaje de una pasada es menor que 5 pulgadas (6 pulgadas con E16, E18, E8.2, E9.2) no se medirán datos ASCON.
Modificar la anchura mínima
Si el mensaje de error es visualizado, verifique los siguientes punto:
- Si el hilo pasa por la rueda de medición correcta
- La rueda de medición marcha con facilidad
- El anillo de rodadura de goma en la rueda de medición está bien
- La tensión del hilo es correcta (ver la anterior sección YLC1 - )
Si el mensaje de error sigue apareciendo, modifique la anchura mínima.
Modificar la anchura mínima:
- En el editor de Setup2 llamar la ficha (Editor de Setup2 -> menú -> )
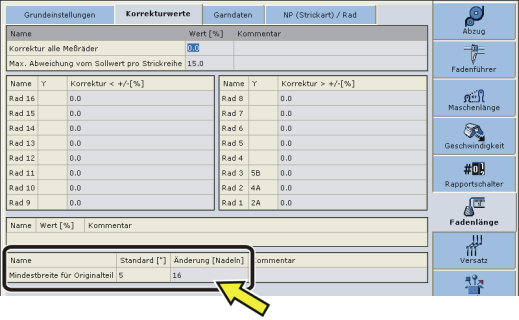
- En la columna aumentar un poco el valor para la anchura mínima, por ejemplo en 16 agujas
Rango de valores: - 2 E…0…+ 2 E (E = Número de agujas por pulgada = Galga de la máquina)
Ejemplo para E16: - 32…0…+ 32Agujas
- Confirmar la introducción
- A continuación tendrá que volver a tejer la pieza original.
- Si el error vuelve a surgir, aumente la anchura mínima nuevamente.